Learn More about Powder Cores
Please visit the Technical Documents library for the 2026 Magnetics Powder Core Catalog. Other reference materials including technical bulletins, application notes and white papers are also available for download.
What is a powder core?
Powder cores are distributed air gap cores that possess many outstanding characteristics--high resistivity, low hysteresis and eddy current losses, and excellent inductance stability under both DC and AC conditions. Magnetics’ powder cores are not pressed with an organic binder, and therefore do not exhibit any thermal aging effects, as observed with powdered iron cores.
What is the main advantage of each distributed gap material?
All Magnetics® powder core materials are used in inductors, but each has its own advantages. For the lowest loss inductors, Kool Mµ® Hƒ and MPP materials should be used for their ultra low losses. For the smallest core size in a DC Bias dominated design, High Flux and Edge should be used for their highest flux capacity. For reasonably low losses and reasonably high saturation at a low cost, Kool Mu® should be used since it has the lowest material costs. Kool Mµ® MAX has even lower losses and 50% better DC Bias performance than Kool Mµ. XFlux® offers a more economical, high saturation material (1.6 T) for use in low and medium frequency inductors and chokes. Its high saturation is advantageous in applications where inductance under load is critical.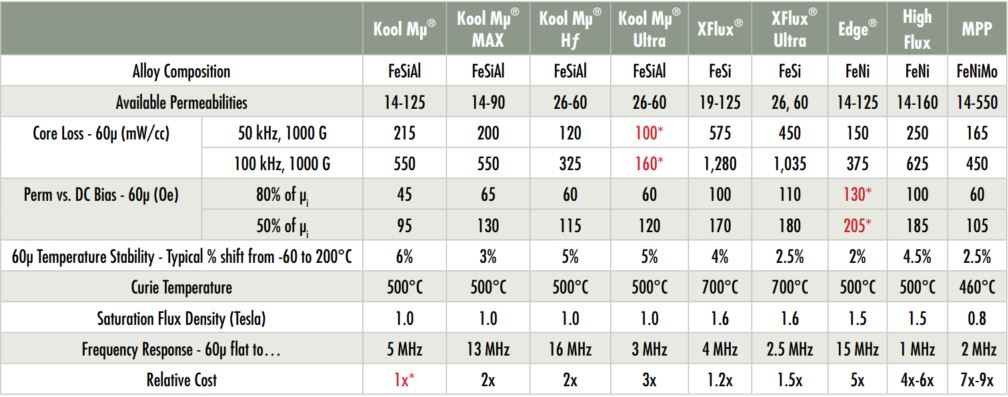
In powder cores, why is actual inductance different from calculated?
Magnetics measures inductance in a Kelsall Permeameter Cup. Actual wound inductance outside a Kelsall Cup is greater than the value calculated due to leakage flux and flux developed in the winding. The difference depends on the core size, permeability, core finish thickness, wire size, and number of turns, in addition to the way windings are put on the core. The difference is negligible for 125µ and higher and turns greater than 500. The following table is a guide to the differences that one might experience:
| No. of Turns | 25 | 50 | 100 | 300 | 500 | 1000 |
|---|---|---|---|---|---|---|
| Actual L | +8.5% | +5.0% | +3.0% | +1.0% | +0.5% | 0% |
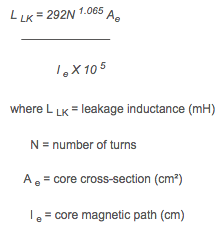
The following formula can be used to approximate the leakage flux to add the expected inductance. This formula was developed from historical data of cores tested at Magnetics. Be aware that this will only give an approximation based on evenly spaced windings. You might expect as much as ± 50% deviation from this result.
Can you press powder cores in different heights?
Many cores can be pressed to different heights. Dies are made so that the cavities can accommodate these different heights. Each core size is different, however. Consult an Application Engineer for specific questions on the size of interest. One advantage this offers is the ability to produce other core sizes with the expense of additional tooling.
What is the adhesive recommended for Powder Cores?
Resinlab EP950G is a one part epoxy adhesive that is recommended for use on Powder Core materials. This adhesive has good strength at room temperature and retains strength at high temperature.
Do you provide UL-rated coatings for Powder Cores?
Magnetics offers UL-rated coatings for our powder cores when requested. This will add "-UL" to the part suffix code.
How are properties affected when cores are stacked?
Stacking core will increase the cross section (Ae) by the multiple of the number of cores in the stack. The magnetic path length (le) will remain constant. The AL can be estimated by the same method as for single sets, where a leakage adjustment is estimated based on the ratio of window area (WA) to core area (Ae). Because that ratio decreases as cores are stacked, the AL of n stacked sets is slightly less than n times the AL of a single set.
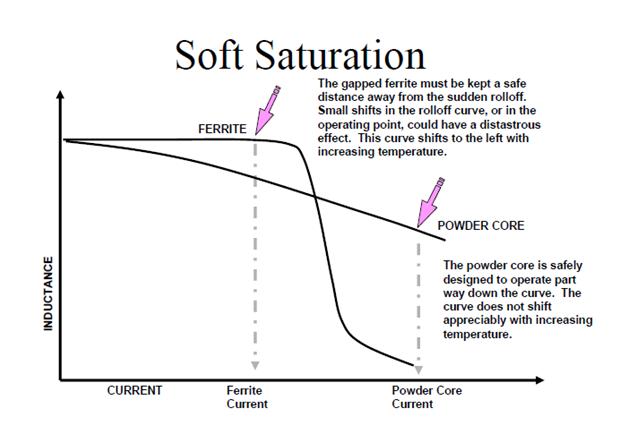
What is soft saturation?
Soft saturation is a distributed gap material advantage over a ferrite. The DC Bias curve does not have the traditional saturation point that a ferrite core does, rather as the oersteds increase the permeability slowly rolls off in a predictable fashion.